FB
FB






Generally welding Titanium to dissimilar metals like Carbon Steel or Stainless Steel is not possible (or at least that is my impression).
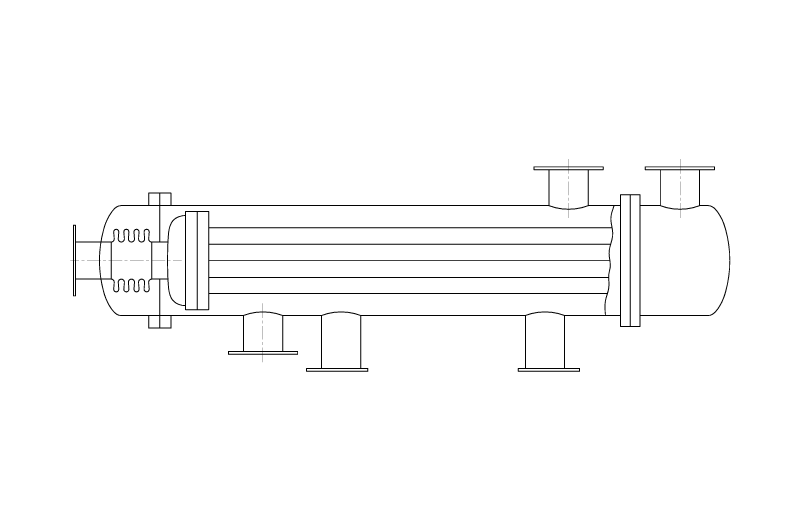
If so, what are typical design options for attaching a Titanium tubesheet to a less exotic shell in an application where the tubeside fluid demands Ti but using Ti for the Shell Side (steam) would be prohibitively expensive.
U-tubes are not feasible since this is a plugging prone evaporator. Normally, I'd go for something like a TEMA fixed tubesheet exchanger (BEM) with shell welded to the tubesheet.
Is there such a design where the shell doesn't need to be welded to the tubesheet on either end but is simply gasketed?
T & P are relatively modest and there's no need for absolute / critical isolation of shell and tube side fluids. Single pass shell & Tube. Shell side is clean and no shell access is needed for cleaning. It is a small HEX, total Heat Transfer Area approx. 30 m2.
Edited by curious_cat, 01 September 2015 - 01:55 PM.