FB
FB






Dear All,
Our client is facing problem in Reboiler for distillation tower. Column bottom design temperature is 90 degC and operating temperature is 70 degC. Reflux ratio is quite low and hence the spec is not matched.
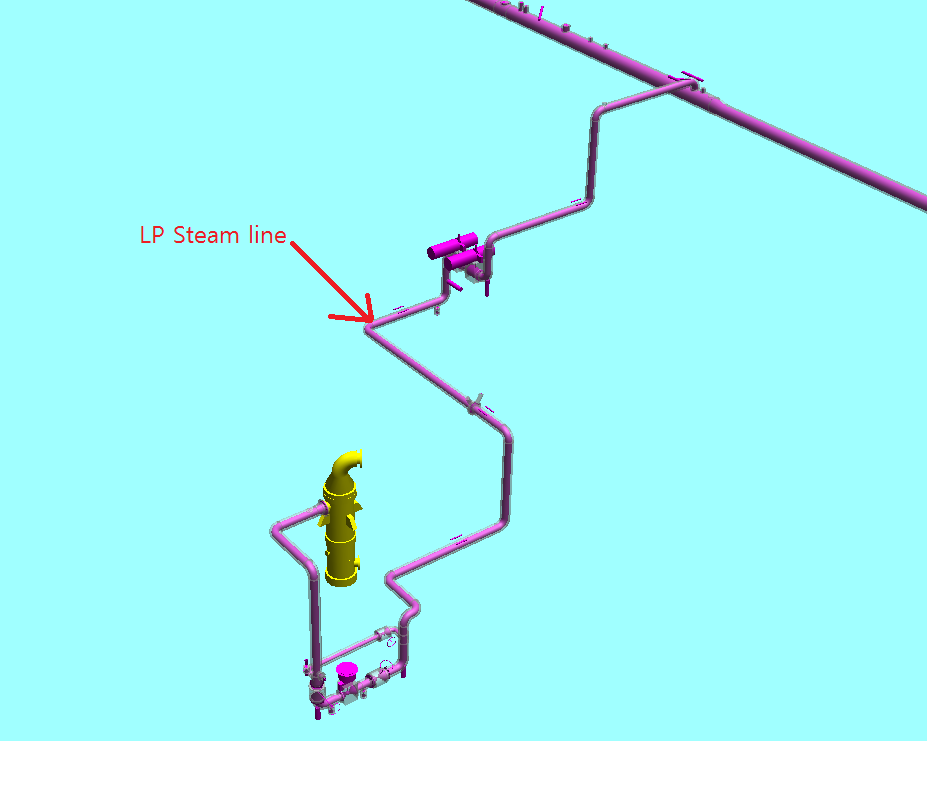
We tried to increase steam flow rate by:
- FV full open in steam inlet to reboiler
- Steam Trap bypass valve is 100% open
With trial & error, highest temperature attained was 70 degC.
Hence I requested to close Steam Trap bypass Valve to check the temperature. It was 65 0C.
I suspected steam trap capacity is small so I requested client to open steam trap bypass slightly.
If it is small, the duty of reboiler will be increased.
If it is adequate, the duty of the reboiler will decrease.
The temperature decreased to 56 deg C. Hence the steam trap capacity is OK.
It was checked the steam is flow to Steam Condensate header thru test.
But I can not understand why the temperature is down to 65 deg C from 70 degC while Steam Trap bypass valve closed. In my opinion, if the surface area is same, steam trap bypass close is more efficient for more heat exchange, even though flow rate is reduced to more than half.
I suspect flow rate blockage in steam line but flow rate is high enough while steam trap bypass open.
Thermosyphon reboiler circulation is continued, since heat is exchanged continuously.
I would be grateful if somebody can shed light on the reason why temperature reduced from 70 degC to 65 degC in case of Steam Trap Bypass Closed.
JKM