 FB
FB
 1 votes
1 votes
Natural Gas Teg Dehydration Unit Troubleshooting
22 January 2016
Dear All,
Today's blog entry is dedicated to my dear departed father who passed away to his heavenly abode on January 05, 2016. He was a man of literature and whatever little writing skills I possess, it was he who inspired and encouraged me. I guess, I inherited a bit of writing skills from both of my parents, my father being a poet and short-story writer and my my mother (still an active writer at 77 years of age) a novelist and a story writer.
Any natural gas processing installation is normally bound to have a gas dehydration unit for the purpose of removal of associated water and dew-pointing it to pipeline sales gas specification. In the United States, sales gas transmission pipelines have water specifications of a maximum of 7 lb per MMSCF, while in Canada it is <= 5 lb per MMSCF Dehydration using TEG as a liquid desiccant is the most common and economical means of bulk water removal from natural gas. Thousands of TEG dehydration units have been installed worldwide since the first TEG dehydration unit built in the early part of the 20th century. Natural Gas TEG dehydration is a mature technology and standard configurations are available for a wide variety of wet natural gas compositions.
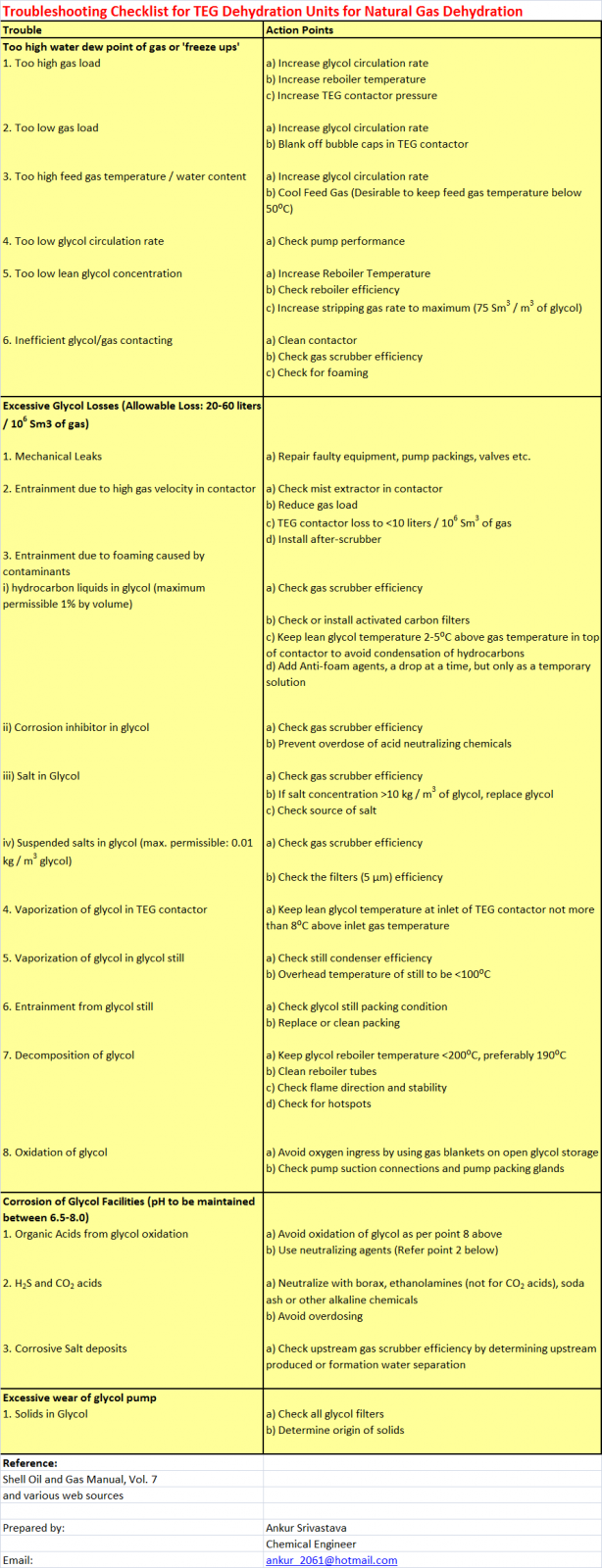
The purpose of this blog entry is to provide a brief troubleshooting checklist which can prove useful to TEG dehydration unit field operators and maintenance personnel. While the attached checklist does not proclaim to be the one-and-all troubleshooting guide for TEG dehydration units it certainly gives an overview of the most commonly encountered problems and the general checks and actions required to eliminate them. The checklist does not substitute the experience of seasoned operators and maintenance personnel who have had years of operating and troubleshooting experience of TEG dehydration units.
The checklist is attached as both as a picture file and an excel workbook.
I hope to receive some comments and observations from the learned members of "Cheresources".
Regards,
Ankur.
Attached Files
-
 TEG_Dehydration_Unit_Troubleshooting_Checklist.xlsx (11.92KB)
TEG_Dehydration_Unit_Troubleshooting_Checklist.xlsx (11.92KB)
downloads: 2777













Dear Mr. Ankur,
You have done a great job.
However I want to add some comments on TEG trouble shooting guide lines:
As you mention on the very first point when "Too high water dew point of gas and the remedial actions mentioned as:
1) Increase glycol circulation flow- Most of the glycol circulation pump is design as fixed flow, they are not advise to attempt to change the flow.
2) Increasing reboiler temperature - Again reboiler temperature is normally kept at 204 Deg C which is the maximum temperature to avoid thermal degradation of TEG. Below this temperature, extra stripping gas is required which will finally route to flare, an environmental concern.
In the item "Excessive glycol loss" and the cause as Decomposition of glycol
1) Keep glycol temperature <200 Deg C, preferably 190 Deg C- While TEG thermal degradation start at 207 Deg C, in our plant where TEG is being used to remove water from natural gas, Reboiler temperature is maintain at 204 Deg C and for the last 15 years we have never face any corrosion issue or any extra glycol loss due to reboiler temperature more than 200 Deg C.
Thank you.
Pronab.